550X - Насос обессеривания серии FGD TL, материал Imepeller A49 запасных частей насоса
- скажите мне стандартный код никакое .we может закавычить вас цена немедленно:
- Скажите мне ваши требования и смогите подгонять запасные части для вас.
Части насоса можно сделать из высоких материалов хрома, резиновых или керамических для более длинных срока службы и более высокой эффективности.
Предложенные материалы:
- Высокое литое железо Chrome
- Дуктильный утюг
- Нержавеющая сталь
- Природный каучук
- Специфическая резина
- Полиуретан
Насос заменил материал частей:
1) Материал: D21, G01, A05…
2) Материал вала: 45#, 40Cr, SS304, SS315…
3) Материал рукава вала: 3Cr13, 4Cr13, SS304, SS316…
4) Материал кольца фонарика: 304, 316, PTFE, Cu…
5) Нося снабжение жилищем нося материал крышки конца: G01, D21…
6) Материал части мокрой части: A05, A07, A49, A51, A33, A61, R08, R26, R33, R38, R55, S01, S12, S21, S42, S50, U01, EPDM, PU, CR…
Много методов для ремонтировать рабочие колеса центробежного насоса металла, как покрытие смеси полимера ДУГИ, покрытие порошка (сваривать), покрытие эпоксидной смолы, и ремонт смеси резины и нейлона. Также инкрустации нержавеющей стали, отделывая поверхность и так далее.
Общие методы ремонта:
1, метод ремонта медной проволоки
Для pinhole в форме кавитации, покуда отверстия не соединены в часть, pinhole можно пробить с медной проволокой, и лопатку можно использовать для того чтобы смазать. Перед обработкой, поверхность лезвия должна быть очищена с ржавчиной и грязью, тогда кислород в порах должен быть дунут с пламенем кислород-диссугаза, и после этого соотвествующая толщина медной проволоки заполнена в отверстие, и медь выстучана с остроконечным молотком. Провод сжиман и сжиман в отверстие и сплющил с файлом.
2, метод ремонта заварки газа
Турбинка помещена на огне угля и нагрета к C. ° 400-500. Олово повешено на отремонтированном соединении, и после этого латунная нить расплавлена в паз или отверстие, который нужно отремонтировать с пламенем кислород-диссугаза. После заварки, огонь угля извлечется, и азбест извлечется. Доска предусматривана с изоляцией для того чтобы позволить лезвиям охладить медленно для избежания треснуть. После сваривать, борштанга с резцами использован для того чтобы закончить подвергать механической обработке согласно первоначальному контуру.
3, метод ремонта эпоксидной смолы
Согласно смешивая коэффициенту и заказу, примите соотвествующее количество эпоксидной смолы, этилендиамина, дибутилового фталата и ацетона в стеклоизделии и смешайте хорошо. Внимание оплаты к выкостности прилипателя смешивая, и добавить количество ацетона в соотвествующем количестве. Подготовленная эпоксидная смола использована вверх не позднее 20-30 минут. Используйте щетку шерстей для того чтобы скомплектовать вверх эпоксидную смолу, чистьте поверхность щеткой лезвия с волдырями и порами. Чистя щеткой, используйте острый конус нежно для того чтобы сжимать вне волдыри и пузыри в середине пор. Применитесь как можно больше и нежно выскоблитесь с шабером. реальный. После того как эпоксидная смола вылечена на 1-2 часов, чистьте ее щеткой снова для 2 к 3 раза. При приложении щетки раз, быть уверена сделать поверхность из лезвия ровной и ровной. После того как картина закончена, турбинка помещена в окружающей среде 20-30 ° c и относительно низкой относительной влажности, и медленно обслуживана на 48 часов. После того как эпоксидная смола совершенно вылечена, контур турбинки и выступание на поверхностном слое уравновешены с файлом или шлифовальным прибором.
4, ускоренный ход стальной метод ремонта
Быстр-сформированная сталь похожий на цемент слипчивый агент ремонта перед лечить. Она не имеет высокопрочную, высокую твердость, никакую усушку и никакую ржавчину после лечить. Соответствующее для заполняя пор, отказов, волдырей, etc. в стали, утюга и других материалов металла. Отремонтированный с сильным скрепляя влиянием. Перед ремонтировать, очистите грубые ржавчину и грязь вокруг отремонтированной области и сделайте ее шероховатым. Коллоид в пластиковой трубке стали быстр-формы принят вне, и материалы 2 других цветов ядра и наружной обшивки геля быстро и полно поломали в один цвет (около 1 до минута 2) для того чтобы достигнуть тепловыделения и размягченности. Прежде чем коллоидный стальной коллоид быть затвердетым, он твердо придержан ремонтируя места, и компактирован с временами силы (рука или инструмент) множественными во время процесса затвердевания коллоида увеличить прилипание прилипателя к лезвию. После того как плавкая сталь затвердета, она сплющена с файлом.
5, отделывая поверхность метод ремонта
Перед отделывать поверхность, смелите часть кавитации с точильщиком, и очистите поверхность ржавчины и не подвергнутся действию твердые частицы до яркого тела металла, так, что отделывая поверхность слой и лезвие более твердо будут совмещены. После очищать, турбинка помещена в огне угля для подогревать. Используйте такой же электрод или электрод нержавеющей стали как материал лезвия, без шелушения, повреждение, держит сухой, извлекает влагу, для избежания отверстий для воздуха в сварке. Отделывая поверхность, необходимо принять туда и обратно заварку, или стратифицированное сварка вкрест можно принять, и количество сваривать должно быть на каждый раз для предотвращения лезвия от быть сконцентрированным жарой и причиняющ деформацию стресса. После заварки ремонта, лезвие уравновешено со шлифовальным прибором. Отремонтированной турбинке необходимо подвергнуть к статическому тесту баланса. Для предотвращения турбинки от вращать на высокой скорости, маховая сила произведенные должные к разнице дополнительного веса причинить водяную помпу вибрировать.
Особенности:
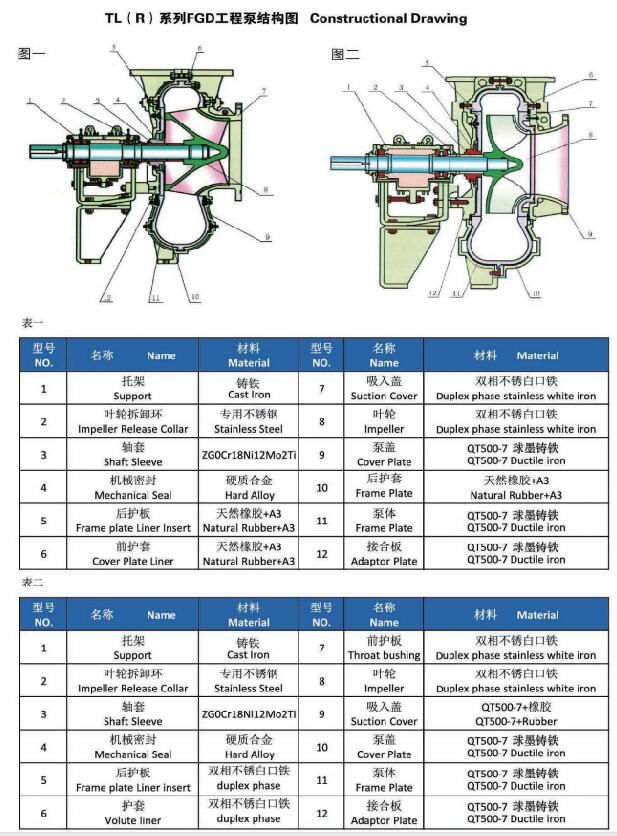
1. Отдельная характеристика нашего насоса инженерства FGD технология двойного корпуса и резиновых выровнянная. Структура двойного корпуса ссылается что тело насоса разделено в наружную раковину насоса и внутреннюю подкладку. Бывшее носит давление и изолирует slurry. Последний абразив контакта и въедливый slurry. Нам только нужно заменить несенный вне внутренний вкладыш.
2. Насос инженерства FGD главным образом использован для того чтобы транспортировать slurry известняка и гипса. Это требует влажного представления части будет не только в анти- абразиве но также в анти- въедливом. Поэтому, влажные части (как турбинка, вкладыш волюты и вставка плиты рамки, etc. ) примите A49 совместил с резиновым материалом.
3. Проектируя практика показывает что срок службы компонентов сделанных ours тройной или даже выше чем традиционный продукт Cr30A или двухшпиндельный насос нержавеющей стали.
Применение
Насос системы обессеривания Pump/FGD газа топлива
Всасывания одиночного этапа вдыхания серии TDT насос обессеривания осевого одиночного центробежный может быть широко
использованный для того чтобы поставить grout известняка или гипса для fas систем обессеривания заводов тепловой машины,
алюминиевые изготовители и масло уточняют. В grout, приемлемое содержание иона хлора
60000ppm, и acceotable значение пэ-аш между 2.5-13.
| Технические характеристики |
| 1 |
Нося части принятые с конструированным CFD (вычислительной динамикой жидкостей и газов) |
| надежность и высокая эффективность. |
| 2 |
Положение турбинки может быть изменено путем регулировать зазор в подшипнике собрание и насос |
| блок может находиться в государстве деятельности эффективности. |
| 3 |
Насос назад тип и потребность разборки разобрать соединение трубы для обеспечения |
| структура проста и легка поддерживать. |
| 4 |
Строки двойника пользы насоса главные сплющивают подшипники ролика и подшипники ролика пользы приводного конца цилиндрические, |
| подшипники смазаны с повторно использованный разбавляют масло, улучшили нося условия труда и |
| увеличенный срок службы. |
| 5 |
Механическое уплотнение принятое с типом механическим уплотнением контейнеров для обеспечения надежного хода. |
| 6 |
Легко поддерживать и отремонтировать и никакая потребность разбирая трубы водопровода входа и выхода. |

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!

